This report analyses and evaluates how well Toyota (Toyota Motor Corporation) uses its business operations to create a competitive advantage.
The report focuses on analyzing Toyota’s motor vehicle manufacturing operations. First, a brief profile of Toyota is presented which is followed by an analysis of Toyota’s operations based on the ‘4Vs’ model and in the context of the automobile Industry.
Next, the five performance objectives within the automotive industry are interpreted and the operations of Toyota are then evaluated in line with those performance objectives.
Further, the extent to which lean and/or agile principles are applied in Toyota’s operations, and the company’s supply chain are analysed.
Finally, the report summarizes the effectiveness of Toyota’s operations strategy suggesting recommendations and future challenges.
Brief Profile of Toyota
Toyota is one of the leading automakers in the world that produces and sells motor vehicles. The multinational company, headquartered in Japan has its operations based in North America, Japan, Europe and Asia including sales in more than 170 countries around the world.
Toyota has strong brand recognition and market position with a significant share of the home market (48.4 % in Japan), North America (13.8%), Asia (16.5% excluding Japan and China) and Europe (4.6%) for its products (Toyota SWOT Analysis, 2014).
The company operates 52 manufacturing companies in 27 countries around the world excluding Japan (Toyota UK, 2014) and employs a workforce of 338,875 employees as of March 31, 2014.
Such a strong market position and global production facilities help Toyota deliver sustainable business and achieve a competitive advantage in the long term.
Economic Environment Impact on Automobile Industry and Toyota
The automotive industry is mainly affected by global competition, various laws and government regulations (Loc.gov, 2014).
Toyota competes with other principal manufacturers such as General Motors, Ford, Honda, Volkswagen, and Nissan among others in the globally competitive marketplace.
Increasing competition in the industry can lead to a decrease in unit sales and a large inventory, thus urging manufacturers to decrease their prices. The competition will ultimately affect the financial and operations results of key players such as Toyota and others.
Complying with government laws and regulations is essential for companies within this sector. Toyota had to recall around 8.5 million vehicles worldwide in 2009/2010 to comply with standards of laws and governmental regulations (BBC, 2010) and such recalls affect the brand image of the company in addition to incurring significant costs.
The opportunities for the automotive industry include the recovering US economy and growth in demand from emerging BRIC markets which are expected to dominate the global car market by 2020 (KPMG, 2013). Industry players have benefited from moving their production facilities to India and China to tap into those markets and benefit from low-cost production.
Toyota also sees an opportunity in the growing hybrid and electric car market in the US where the demand has been increasing since 2012, as the economy is getting better and the US government legislation is favouring high-efficiency vehicles (Loc.gov, 2014).
Increasing fuel prices and growing environmental concerns among consumers encourage manufacturers to shift production to hybrid electric automobiles (Global Car & Automobile Manufacturing Market Research, 2013) and Toyota is taking advantage of that focusing on the production of high-efficient and green vehicles (Toyota Annual Report, 2012).
Toyota Business Model Operational Analysis
Analysis of Toyota’s operations based on 4Vs Model
Slack et al. (2012) defines operations principle as the way in which processes need to be managed and outlines the 4Vs i.e. volume, variety, variation and visibility that influences the operation processes. Toyota’s operation has been analysed based on those 4Vs below.
Volume of Processes
Toyota manufactures a large number of vehicles (8,736.5 thousand units in 2012, Toyota Production figures) and for such high output, there’s greater degree of repeatability in the process.
The high volume of output has allowed Toyota in systemization of activities and Toyota believes in developing deep expertise in specialities among its workforce as an essential requirement to its product-development system (Sobek II and Liker, 1998).
Such high volume process output helps Toyota gain economies of scale and thus reduces the unit cost of its production.
Variety of Processes
Toyota carefully chooses a variety to balance market demands and operational efficiency (Iyer, Seshadri and Vasher, 2009).
The company is present in all the segments of automotive and at least 70 different models of vehicles are sold by Toyota (Automotive, 2014) making the portfolio with a wide range of products and this accounts for a higher variety of processes.
High variety of processes enables Toyota to match a wider range of customer demands and be more flexible in eyes of customers. This, however, accounts for higher unit costs and makes the process relatively complex but Toyota has advanced other productions methods to control such aspects.
Variation of Processes
With predictably constant demand, it’s easier to allocate resources to a level that is capable of meeting the demand Slack et al. (2012).
The variation in demand for Toyota’s products is low in past few years and the company’s production has integrated Just in Time production techniques to fulfill those demands. Low variation enables Toyota to implement stable, routine and predictable operation processes.
Visibility of Processes
Process visibility indicates how much of the processes are exposed to its customers Slack et al. (2012). Toyota has low process visibility, as most of its operation process is ‘factory-like’.
Low process visibility means there’s a time lag between production and consumption of Toyota products but it enables the company for high staff utilization and enjoys low unit cost for its products.
Few of its processes such as those of sales center and test drive facilities, however, have some kind of contact with customers allowing limited visibility.
Analysis of operations in context of Automotive Industry
Volume and Variety of processes are two dimensions that can differ from competitors of Toyota in the automotive industry. Competitors in the industry that compete on price (for example, Ford, Honda) will have a high volume of processes similar to that of Toyota.
In contrast competitors such as BMW that compete on differentiation has a relatively low variety of processes in comparison to Toyota.
It can be argued that variation and visibility of processes remain similar to Toyota for most of the players in this industry. The demand for automobiles is growing at a constant rate with some high growth seen in emerging economies.
Toyota and other industry players can predict the constant demand and thus produce accordingly. Because of factory-like operations, Toyota and all other competitors are low-visibility processes in the automotive industry.
Performance Objectives for Toyota Operations
Slack et al. (2012) identifies five aspects of operations performance that have an impact on business competitiveness and its customer satisfaction. The five performance objectives include Quality, Speed, Dependability, Flexibility, and Cost.
These objectives, although similar for all operations differ in exact meaning for different operations and thus it is necessary to interpret them based on the automotive industry operations.
The operations of Toyota are further evaluated to see how well the operations perform against those objectives.
Five Performance Objectives – Toyota Business
Quality
Quality is about being right and in terms of the automotive manufacturing industry, quality refers to making reliable products, assembling it to right specifications, all parts made to specification, and making products attractive and flawless (Slack, Brandon-Jones and Johnston, 2013). Focusing on quality can reduce the cost and increase the dependability of the operations.
Quality in Toyota’s Operation
Toyota has integrated several operations such as development, design, purchasing, production and after-sales service to maintain the highest quality. Several research firms including J.D. Power have consistently rated Toyota among the top automotive brands in terms of reliability, initial quality, and long-term durability (Stewart and Raman, 2007).
Toyota has built a successful reputation of providing quality products and this shows the high importance and successful performance of Toyota in terms of quality.
Speed
Speed is about doing fast and in terms of automotive manufacturing industry, Speed refers to minimizing the time between dealers requesting a vehicle of a particular specification, and minimising the time to deliver spares to service centres (Slack, Brandon-Jones and Johnston, 2013). Speed focused operations will help in the faster delivery of products and save costs.
Speed in Toyota’s Operation
Through Lean manufacturing or what Toyota calls Toyota Production System (TPS), it has managed to balance the actual speed of the production line exactly to meet the demands of the customer (Davies, 2009).
Toyota has managed to increase the speed of its operations by rearranging layout and flow and thus enhanced simplicity.
Dependability
Dependability is about being on time and in terms of automotive manufacturing industry, it refers to on-time delivery of vehicles to dealers, and on-time delivery of spares to service centres (Slack, Brandon-Jones and Johnston, 2013). Dependability focused operations provide the potential for reliable delivery of products and save costs.
Dependability in Toyota’s Operation
With ‘Just-in-time’ production systems, Toyota has focused on its operations to be reliable and thus controlled its costs. Toyota with its labour intensive workforce and a global footprint of production facilities is capable of fulfilling the demand on time.
Flexibility
Flexibility means being able to change the operations and in terms of automotive manufacturing industry, flexibility could mean the introduction of new models, a wide range of options, ability to adjust the number of vehicles manufactured, and the ability to reschedule manufacturing priorities.
Based on customer’s need to change, four types of requirement i.e. product/service flexibility, mix flexibility, volume flexibility, and delivery flexibility can be provided (Slack, Brandon-Jones and Johnston, 2013).
Flexibility in Toyota’s Operation
Toyota’s operations are capable of providing a wide range of products to its customers. The company has been able to achieve the high level of output producing relatively small batches of different Toyota models in the past. Toyota’s operations are currently focused to reconsider production models with changing market needs and thus to establish a flexible and efficient production system (Datamonitor, 2014).
Cost
Cost refers to being productive with the operations and in terms automotive manufacturing industry, the cost could mean Bought-in materials and services cost, Technology and facilities costs, and Staff costs (Slack, Brandon-Jones and Johnston, 2013). Keeping operations cost down is an important objective of operations to improve productivity.
Cost of Toyota’s Operation
Toyota has effectively managed to produce high-quality vehicles at reasonable prices. The company has implemented several initiatives such as value Engineering, value analysis, and value improvement programs that have helped to reduce costs from its operations (Smalley, 2010). It has also shifted its focus towards local production capacities to meet the customer demands.
Analysis of Order Qualifiers and Order Winners
Distinguishing between order qualifying and order winning factors help determine the relative importance of the competitive factors (Slack, Chambers and Johnston, 2010).
Qualifying factors may not add to the competitiveness but they are important being the basic level of operations performed to be considered by customers.
In the automotive industry, players such as Honda that compete on low prices consider the cost of high priority among their performance objectives. In contrast, BMW competes on differentiation, quality and dependability will be considered of high importance in terms of their performance objectives.
While for Honda, ‘cost’ can act as an order winner, for BMW it will only act as an order qualifier and other objectives such as ‘quality’ and ‘dependability’ will act as order winners. Order qualifying and order winning factors, however, change according to changing customer demands.
Air conditioning and power steering, for instance, which were considered additional order-winning features in the automotive industry, have now become order-qualifying features (Jones and Robinson, 2012).
Based on the analysis of the performance objectives of Toyota above, it can be seen that cost, quality and flexibility remain order winners for Toyota.
Taking competitor Mercedes in comparison of order qualifiers and order winning factors, a polar diagram (see Figure 1) summarises the importance of performance objectives.
The performance objectives for Toyota, however, could change according to the product model and target market.
Overview of Business Operations Strategy issues of Toyota
Calling Toyota as one of the most storied companies in the world, Spear (2004) has pointed out that the capabilities of Toyota have repeatedly outperformed its competitors in terms of quality, reliability, productivity, cost reduction, sales and market share growth, and market capitalization.
Toyota with its focus on different operation objectives over time has significantly improved its operation methods to outperform its competitors. Its operations strategy focuses on superior quality at a lower cost than its competitors. Toyota’s low-cost operations not only produce products at low cost but also make higher profits being competitive in the market.
All such positive aspects are derived from the achievement of its performance objectives.
On the other hand, in light of the order-winners that Toyota is required to deliver, Toyota faced a few challenges in the area of maintaining the quality and standards of its variety of products in past.
Although Toyota is considered as a leader in setting quality standards in the industry, its recall of 3.8 million U.S. vehicles in 2009 (Bunkley, 2014) shows that the company struggled to maintain the quality of its products.
With a high variety of products, operations become rather complex and Toyota’s quality problem can be linked to its product complexity (Cole, 2011).
Toyota uses a unique process called ‘Toyota Production System’ that makes use of Just-in-time manufacturing techniques and this works really well for Toyota.
Lean Principles applied within Toyota’s Operation
Lean principles aim to fulfil demand instantaneously, with perfect quality and no waste. Toyota itself is considered the initiator of the lean approach.
The company developed a set of practices called Toyota Production System (TPS) and those set of practices has hugely shaped what we call ‘lean’ today (Slack, Chambers and Johnston, 2010).
To analyse the extent to of lean principles have been applied to the operations of Toyota, two frameworks are considered in detail –
- TPS as ‘Just-in-time’ and ‘Jidoka’ (Toyota, 2014)
- “The 4P model of the Toyota Way” by (Liker, 2004).
TPS as ‘Just-in-time’ and ‘Jidoka’
Spear (2004) in his HBR article “Learning to Lead at Toyota,” emphasises that TPS is a system of nested experiments that enable constantly improving operations, and Toyota has a structure where those principles are practised at all levels.
Toyota (2014) lists outcomes of TPS as providing customers with the highest quality vehicles, at the lowest possible cost, providing members with work satisfaction, and giving the company the flexibility to respond to the market.
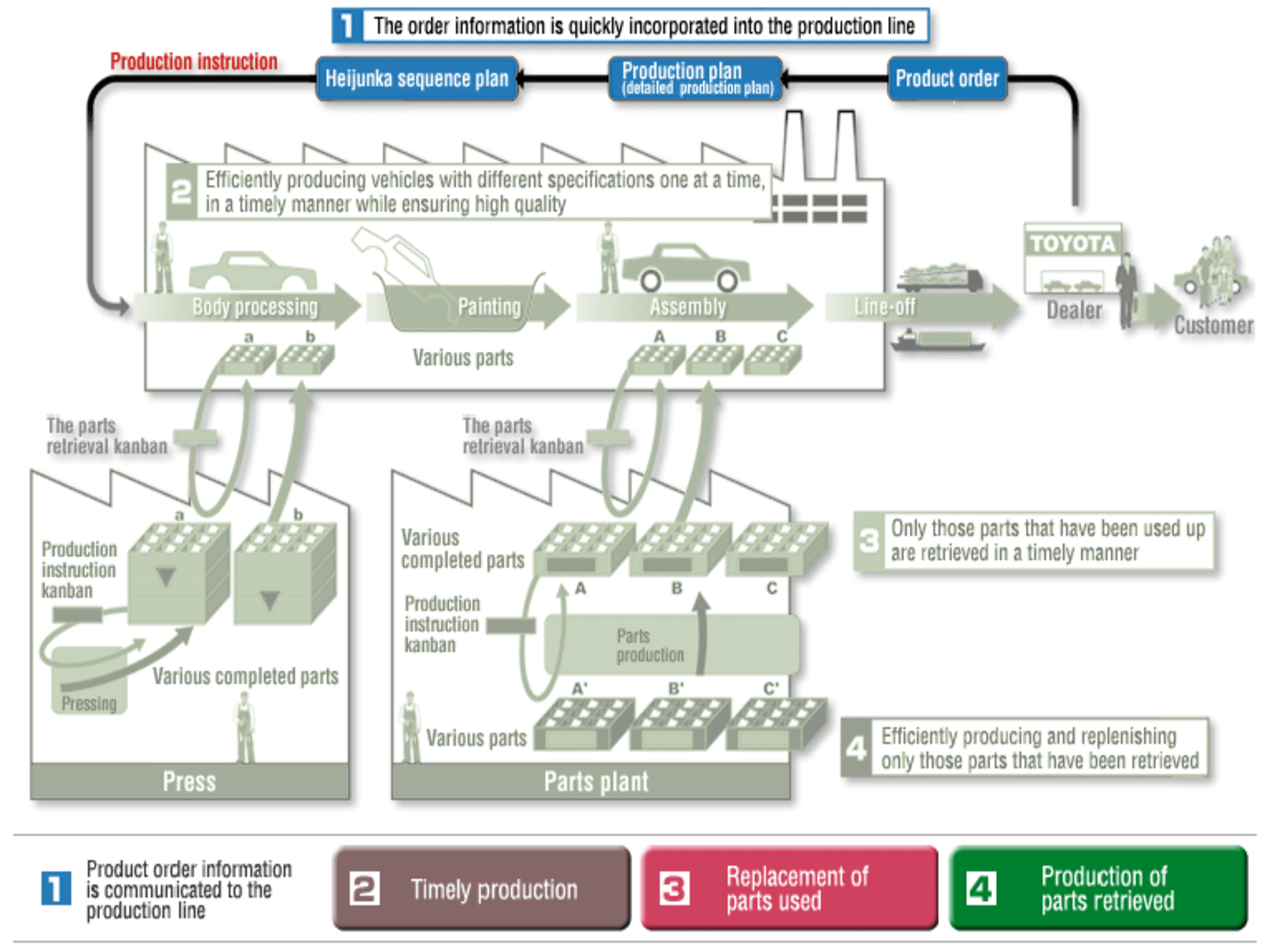
According to Toyota (2014), Just-in-time within TPS allows the production process to be regulated by the natural laws of supply and demand, removing non-value-added activities in operations and eliminating waste.
No activity is carried out until there’s demand for the product and demand stimulates the production of a vehicle and this production stimulates other parts of the value chain.
Just in time within Toyota’s operations are carried out by means of steps involving heijunka (leveling and smoothing the flow of items), kanban – Sign to the earlier process that more parts are needed (See figure below) and nagare (laying out processes to achieve smoother flow of parts throughout the production process) (Slack, Chambers and Johnston, 2010).
‘Jikoda’ in TPS means ‘automation with a human touch’. The process is operated within Toyota production by means of fail-safeing, line-stop authority and visual control (Slack, Chambers and Johnston, 2010).
Toyota encourages its employees within operations to identify opportunities that can be improved and implement those improvements (Power, 2011).
Toyota’s production system uses both Just-in-time and Jidoka techniques to eliminate waste from its production. Toyota has identified seven types of waste that need to be eliminated from its operations process: overproduction; unnecessary transportation, inventory, worker motion; defects; over- processing; and waiting (Staats and Upton, 2011).
Toyota within TPS also includes ‘Kaizen’ that allows continuous improvement in the operation processes (Alves, Dinis-Carvalho and Sousa, 2012).
The 4P model of the Toyota Way
Liker (2004) discusses 14 management principals Toyota applied for its ‘lean’ methods using a 4P model:
- Philosophy
- Process
- People & Partners
- Problem Solving
The model (see figure below) shows the lean principles applied within Toyota. Authorities within Toyota claim that it’s not just processes and tools of management operations that make Toyota lean, its strength rather lies in the overall philosophy of their approach to lean (Slack, Chambers and Johnston, 2010).

The 4p model of the Toyota way indeed explores more of that philosophy.
Analysis of Toyota’s Supply Chain
Modern operations are concerned with making supply chains more efficient. Improving supply chains will ultimately improve the performance of the whole chain by reducing costs, shortening lead times and reducing inventory (Hill and Hill, 2012). With global sourcing, however, management of supply chains have rather become more complex (Slack, Chambers and Johnston, 2010).
Toyota’s supply chain management uses unique processes mostly based on its operational strategy called Toyota Production System (TPS). The TPS has been benchmarked and at Toyota, the practices and principles of TPS spread over the entire supply chain to ensure efficiency (Iyer, Seshadri and Vasher, 2009).
Toyota’s competitive advantage, in fact, comes from its knowledge shared with its supply chain (Halpern, 1999).
The 4VL Framework of Toyota Supply Chain
Iyer, Seshadri and Vasher (2009) in the book “Toyota Supply Chain Management” introduce v4L framework to describe the Toyota’s supply chain processes. The v4L framework links variety, velocity, variability, and visibility (4v’s) with learning (L) principles used by Toyota.
Toyota considers both processes and results achieved in its operations (Toyota, 2014). The authors observe that Toyota, to balance the key supply chain parameters, considers ‘variety’ by balancing market demands with operational efficiency; ‘velocity’ by continuing a steady flow throughout the system through synchronised capacity planning; ‘variability’ by reducing to enable all of the supply chain flows to operate with low levels of inventory, and ‘visibility’ of processes to enable learning and promotes continuous improvement (Iyer, Seshadri and Vasher, 2009).
Three essential parts of Toyota’s supply chain operation (See Appendix D for stages) are analyzed below.
Toyota Suppliers
Toyota has transformed automotive supply-chain management by building close relationships with its long-term partners and a sense of mutual benefit (The Economist, 2010). The company has a remarkable trustworthy partnership with most of its suppliers and the suppliers appreciate the communication and concern Toyota shows for their profitability, often ranking Toyota higher than other manufacturers (Liker and Choi, 2004).
Toyota’s focus is on building a stronger foundation at every stage of the supply chain, from product development to after-sales service (Stewart and Raman, 2007). It has been successful with its goal of minimizing a number of suppliers and creating long-term partnerships with its suppliers to achieve cooperation in innovations, cost reduction and quick response to demand fluctuations (Iyer, Seshadri and Vasher, 2009).
Toyota Logistics
Toyota uses ‘network logistics model’ for an efficient inbound logistics that enables it to receive materials from its suppliers on daily basis and reduce its logistics costs (Iyer, Seshadri and Vasher, 2009). With its TPS approach to just-in-time processes (known as heijunka), Toyota minimizes the inventory costs by having the parts required arrive at their point of use only as they are needed (Toyota, 2014).
Toyota Dealers and Clients
Client satisfaction is one of the main priorities of Toyota and its dealers have an important role in delivering that satisfaction to its customers. Toyota has built an efficient supply network to support its dealers and interact directly with its customers.
The company enables its dealers to directly serve the customers even for their after-sales service needs (Iyer, Seshadri and Vasher, 2009).
Toyota’s Evaluation of Demand-side and Supply-side issues
Operating in different markets with different characteristics, and a wide range of products requires different supply chain configurations and makes the process more complex. Toyota’s focus on heijunka (the smoothing of the production flow) and just-in-time assembly requires strictly scheduled and frequent deliveries (Ludwig, 2013). Controlling the supply chain means Toyota can address the supplier and market changes with higher speed.
On adverse aspects, Toyota rapid growth and increased product complexity have affected its supplier management system and overall performance as its existing supplier base couldn’t keep up with demands (Cole, 2011). Also in the advent of Toyota’s rapid growth, the company couldn’t maintain the “Toyota way” and failed to evaluate its outside suppliers resulting in quality problems of its products (Cole, 2011).
Additionally, Toyota’s lean and just in time supply chain structures couldn’t withstand its demand during natural disasters when its production facilities had to be closed. Toyota has addressed that issue by effectively “un-leaning” its supply chain and broadening its supply chain’s scope to temporarily include its major competitors (Blanchard, 2011).
Toyota has also asked its suppliers to spread their production across multiple locations and hold extra stock to build its contingency plan that will ensure a production recovery within two weeks (Automotive Logistics, 2012).
Summary of Findings
Effectiveness of the Operations Strategy
Based on the operational analysis, it can be summarized that Toyota is one of the best automakers with high-quality products, high productivity, manufacturing speed and flexibility.
Its competitive advantage undoubtedly comes from its efficient “Toyota Production System” that lies at the heart of Toyota’s operation, practised and continually improved for years and become a benchmark for other manufacturing companies to follow.
Recommendations for Change and Future Challenges
Toyota needs to continue focusing on its quality and try to decrease recall incidents of its vehicles. The company has built a reputation of the strong desirable brand and such recall incidents can a serious impact on its brand image. Toyota also needs to focus on developing alternative strategies in order to fulfil its demand during disasters.
Customers lost during such incidents might find other brands more reliable than Toyota. The principles of just-in-time inventory control and other methods that helped Toyota maintain a competitive advantage in past are no longer adequate, Toyota should focus more on innovation to retain its leadership position.
Another future challenge for Toyota will be retaining its dominance in the hybrid and electric car market and again to achieve this, Toyota needs to needs to continue innovating its alternative fuel offerings.
The growing demand in emerging countries such as China and India brings new opportunities for growth in the automotive sector but if Toyota really excels the homegrown brands are a bigger challenge. KPMG (2013) report predicts demand shift to China will reach unprecedented levels by 2020 and the China market will be responsible for nearly one-third of annual new vehicle sales worldwide.
Toyota should be aware of this increasing demand seen in China’s and other emerging countries’ markets and thus increase its operations focused on those markets for its sustainability.
To summarize, Toyota embodies state of art in manufacturing operations. The company needs to retain its existing competencies and build on its strengths to overcome future challenges.
